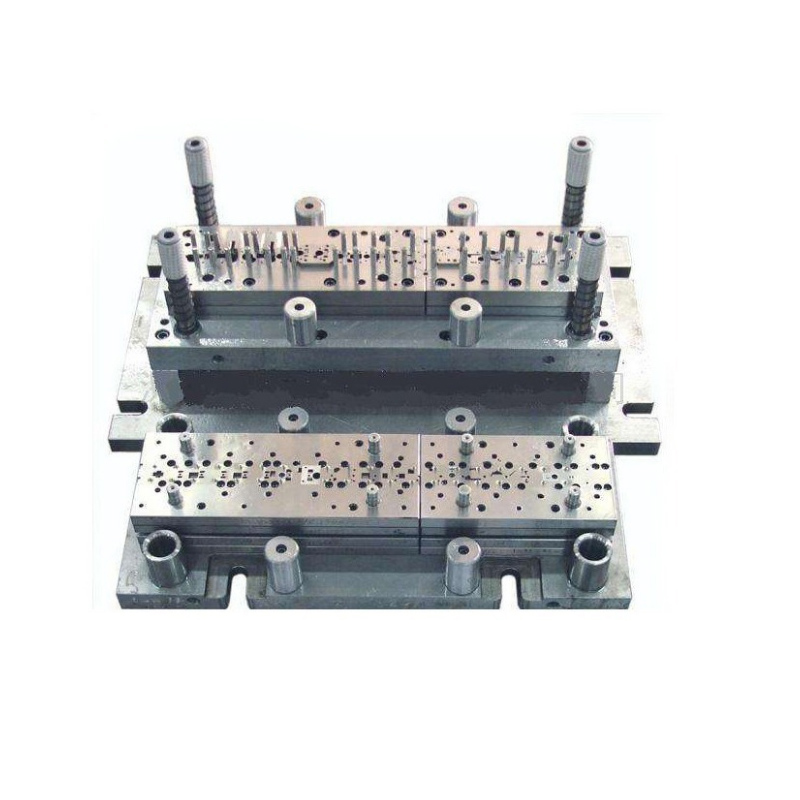
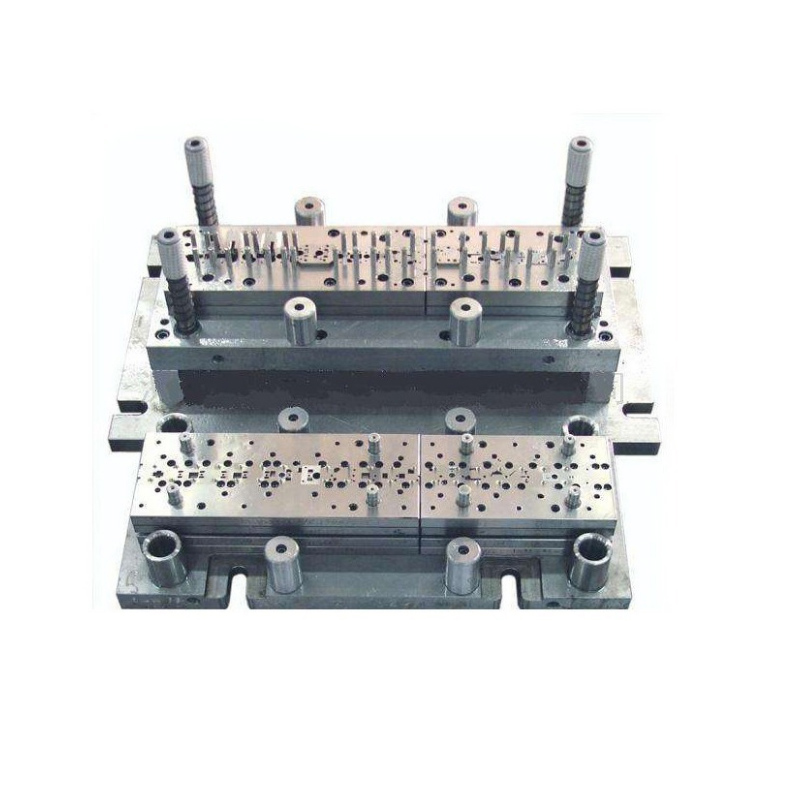
Uno stampo progressivo è uno stampo per stampaggio a freddo che utilizza materie prime per stampaggio a striscia e completa simultaneamente più processi di stampaggio in diverse stazioni su un singolo stampo durante un'unica corsa di stampaggio di una pressa. Questo processo consente alla striscia di materiale di muoversi sempre in una direzione. Ogni volta che lo stampo completa un'operazione di stampaggio, la striscia si sposta a una distanza fissa fino al completamento del prodotto.
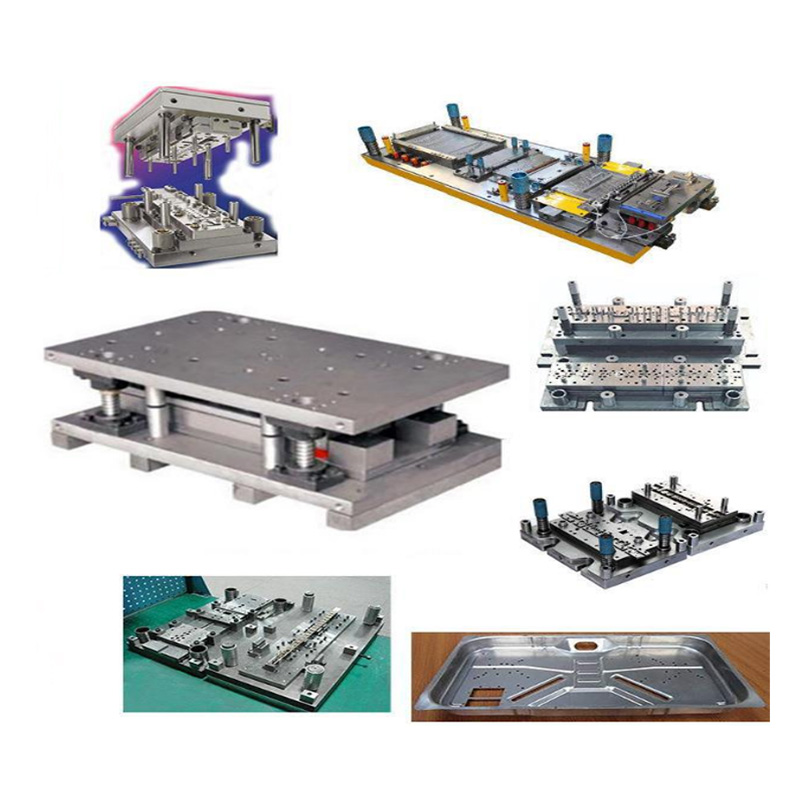
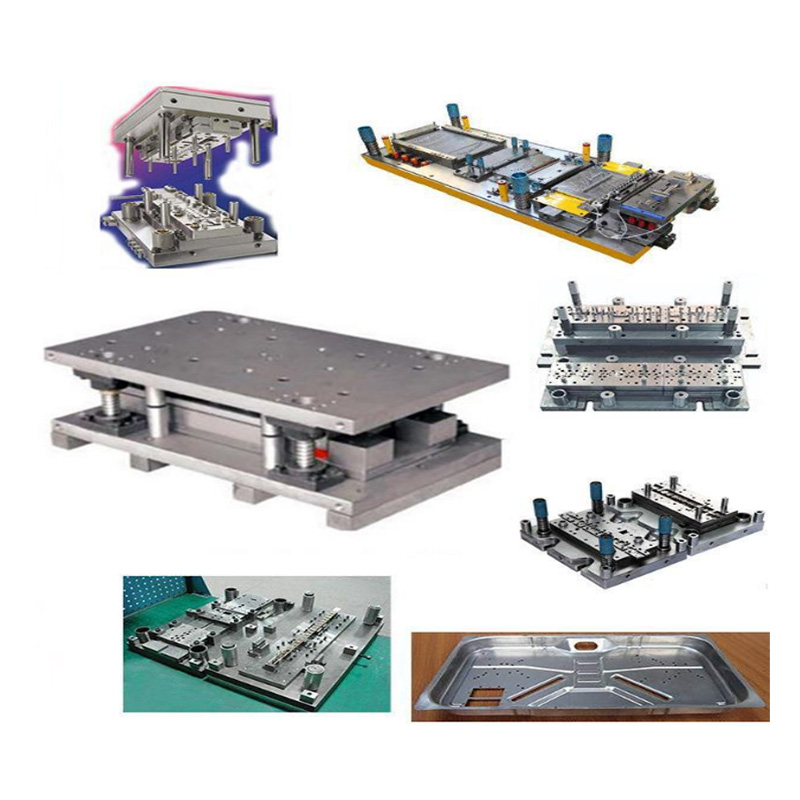
Offriamo una serie di stampi progressivi con qualità affidabile e prezzi competitivi.
Caratteristiche e vantaggi della matrice progressiva:
Elevata efficienza produttiva:È in grado di completare più processi in un'unica corsa di stampaggio, migliorando notevolmente l'efficienza produttiva.
Elevata precisione del prodotto: Grazie alla lavorazione di precisione e alle molteplici calibrazioni dello stampo, è possibile garantire un'elevata precisione dei prodotti.
Buona stabilità del processo: L'intero flusso del processo è standardizzato, il che riduce l'influenza dei fattori umani e migliora la stabilità del processo.
Adatto a molteplici settori: Ampiamente utilizzato in settori quali l'elettronica, l'automotive e l'aerospaziale.
Metodi di manutenzione per stampi progressivi
La manutenzione degli stampi progressivi è un processo meticoloso e importante, che comprende lavori di manutenzione sotto molteplici aspetti per garantire il funzionamento stabile a lungo termine degli stampi e la stabilità della qualità del prodotto.
Manutenzione del punzone e della matrice
Smontaggio e ispezione: Durante lo smontaggio del punzone, è necessario verificare la scorrevolezza del blocco estrattore e della matrice, nonché l'uniformità del gioco tra il blocco estrattore e la matrice. Analogamente, durante la sostituzione della matrice, è necessario verificare anche l'uniformità del gioco tra la matrice e il punzone.
Controllo di imbottitura e lunghezza: Per ridurre l'usura del punzone, potrebbe essere necessario aggiungere rondelle per raggiungere la lunghezza desiderata. In questa fase, è necessario verificare la lunghezza effettiva del punzone per assicurarsi che sia sufficiente.
Precauzioni di montaggio: Durante l'assemblaggio dello stampo femmina, posizionarlo orizzontalmente. Quindi, posizionare un blocco di acciaio piatto sulla superficie dello stampo femmina e picchiettarlo delicatamente in posizione con un'asta di alluminio. Evitare di forzarlo obliquamente. Il fondo dello stampo femmina deve essere arrotondato. Una volta completato l'assemblaggio, è necessario verificare che tutti i componenti siano installati correttamente e che lo stampo sia ben serrato.
Smontaggio e ispezione: Quando si smonta la piastra di estrazione, è possibile utilizzare due cacciaviti per aprirla in modo uniforme e poi estrarla manualmente in modo uniforme. Se lo smontaggio risulta difficoltoso, è necessario verificare che lo stampo sia pulito a fondo, che tutte le viti siano state rimosse e che non vi siano danni allo stampo.
Montaggio e manutenzione: Durante il montaggio della piastra di estrazione, pulire prima il punzone e la piastra di estrazione e applicare del grasso tra il perno di posizionamento e la guida del punzone. Dopo averli posizionati correttamente, premere manualmente più volte. Se sulla piastra fissa sono presenti trucioli di acciaio, verificare che le sedi sulla piastra laterale di estrazione siano sufficienti.
Ispezione e regolazione delle fessure: A causa del danneggiamento del nucleo dello stampo, i fori di posizionamento del nucleo dello stampo potrebbero causare fessure eccessive o irregolari dopo l'assemblaggio. La regolazione appropriata della fessura può essere effettuata controllando le condizioni della sezione trasversale dopo il taglio laser. Se la fessura è troppo piccola, ci saranno meno sezioni trasversali; se la fessura è troppo grande, ci saranno più sezioni trasversali e bave più grandi. Dopo la regolazione, è necessario registrare il più possibile i risultati, oppure apportare delle marcature sul bordo dello stampo femmina per le successive operazioni di manutenzione.
Ispezione dei perni di posizionamento e dei montanti di guida: È necessario controllare regolarmente il gioco dei perni di posizionamento e delle guide, verificare che non vi siano segni di scottature o danni e che la lubrificazione della guida dello stampo sia normale.
Ispezione giornaliera: Nella produzione quotidiana, è necessario verificare attentamente che la punzonatrice e lo stampo siano in condizioni ottimali, ad esempio verificando l'alimentazione dell'olio di punzonatura e la lubrificazione delle guide. Ispezioni prima dell'installazione dello stampo sulla macchina, ispezioni dei taglienti e verifica del bloccaggio di tutti i componenti sono tutte misure preventive necessarie.
Grazie alle misure di manutenzione sopra descritte, è possibile prolungare in modo efficace la durata utile dello stampo progressivo, migliorando al contempo la qualità del prodotto e la stabilità della produzione.
Specifica:
| 1.Facoltativo Materiale: | Acciaio per stampi. | |||||
| 2.Stampo: | progressivo | |||||
| 3. Prova a morire | Eseguire una prova di stampaggio per garantirne il buon funzionamento. | |||||
| 4. Garanzia di qualità: | in base alla quantità ordinata, in base alla durata dello stampo. | |||||
Se hai bisogno di uno stampo progressivo, di un servizio di progettazione di stampi progressivi, contattaci, ti forniremo il miglior prezzo e la migliore qualità di stampi per stampaggio in metallo.









